






Нашу машину для двостінних гофрованих труб можна використовувати для багатьох цілей.Він може виготовляти одностінні гофровані труби, двостінні гофровані труби, двостінні перфоровані гофровані труби, тунельні антикристалізаційні глухі труби, канали свіжого повітря для внутрішнього оздоблення та бамбукові труби.Ми можемо змінити форму.Просто добре
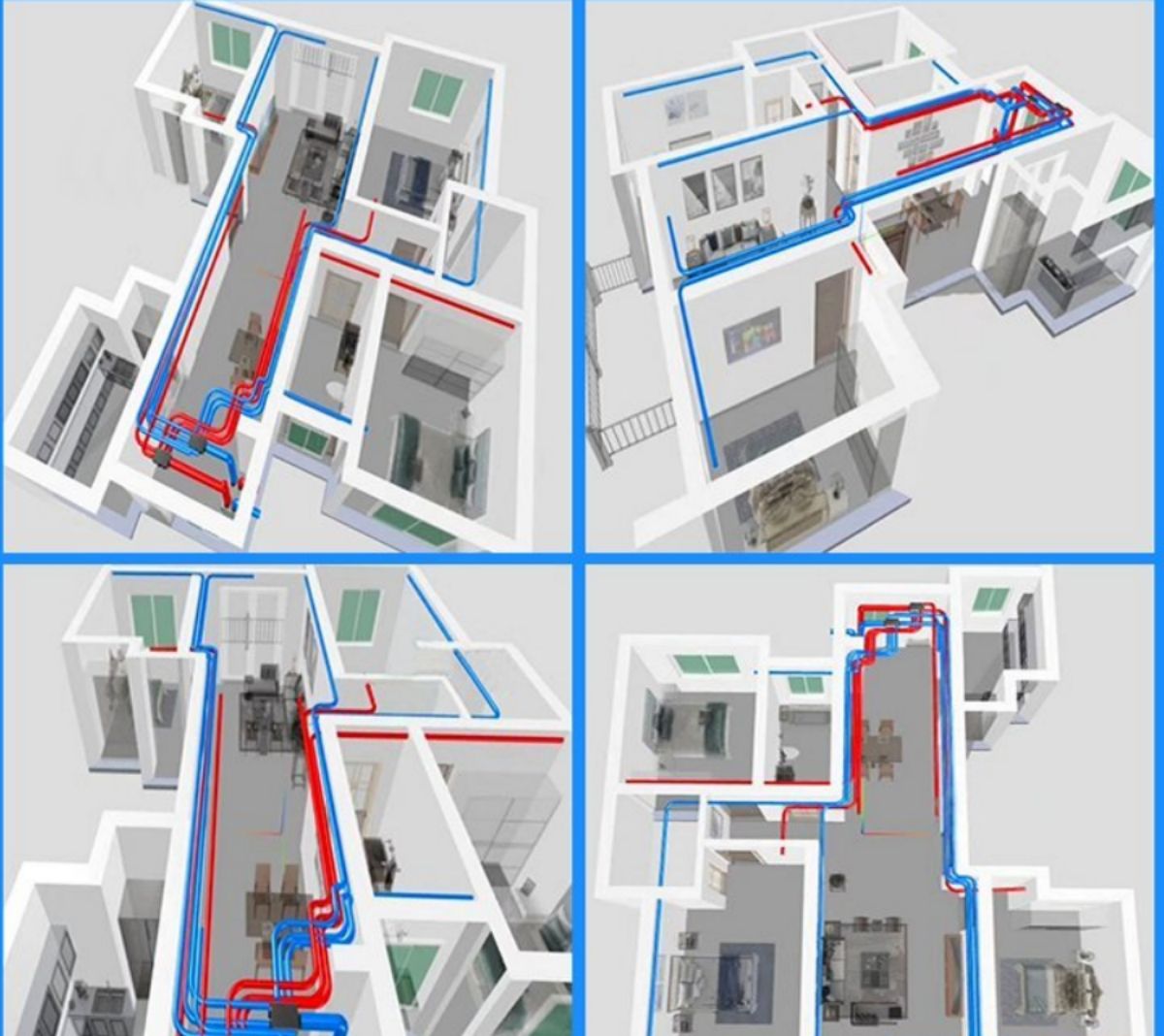
Канал свіжого повітря, спеціальна гофрована труба з ПЕ для обміну повітря, вітрова коробка, вентиляційний шланг, опорна вентиляційна труба
Система свіжого повітря Гофрована труба 75/110PE Труба з подвійною стінкою Пластикова труба Канал свіжого повітря Кондиціонер вентиляційний шланг
Система приточного повітря двошарова гофрована труба повітропровід ПЕ труба 75, 110, 160

ПЕ труба 75 повітропровід витяжний шланг ПЕ труба система свіжого повітря подвійний гофрований шланг
Система свіжого повітря заснована на використанні спеціального обладнання з одного боку герметичної кімнати, яке направляє свіже повітря в приміщення, а потім виводить його назовні через спеціальне обладнання з іншого боку.Для задоволення потреб у свіжому повітрі в приміщенні буде сформовано «поле свіжого повітря/потоку».План впровадження полягає в тому, щоб використовувати вентилятори з сильним вітром і потужним потоком, покладатися на обладнання для подачі повітря з одного боку в кімнату та використовувати спеціально розроблений витяжний вентилятор для викиду його назовні з іншого боку, щоб примусово утворюватися свіже повітря/поле потоку в системі.Під час подачі повітря повітря, що надходить у приміщення, фільтрується, насичується киснем і попередньо підігрівається (взимку).

Нове обладнання для повітропроводів складається з: вузла зовнішньої стінки + вузла внутрішньої стінки + головки машини + форми + машини для формування + машини для намотування
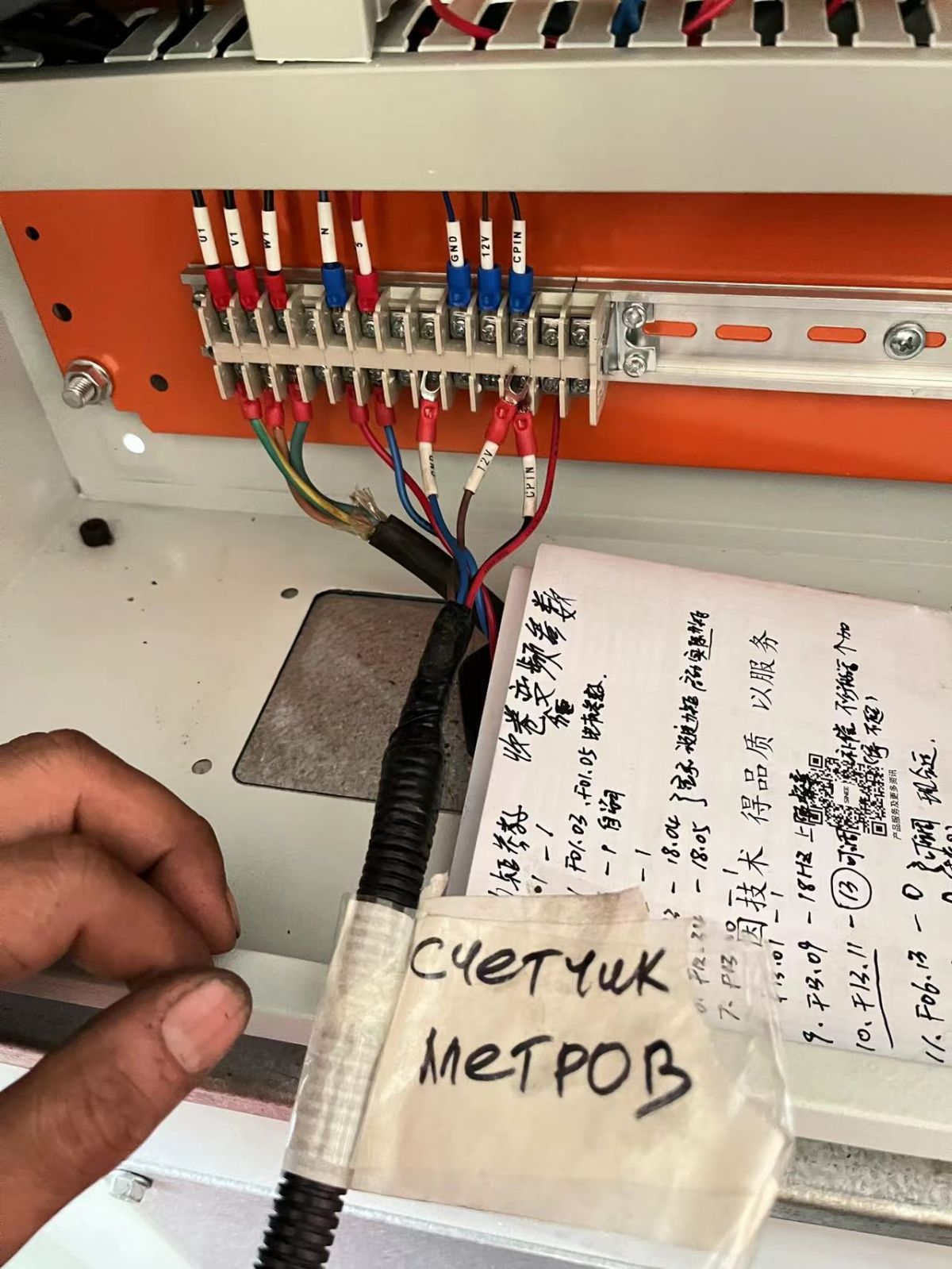
Рекомендується клієнтам виконати загальне заземлення та побудувати 6-метровий мідний дріт для підключення всіх машин і заземлення їх одночасно.Формувальна машина та машина для намотування мають напругу 380 В.Загальна встановлена потужність становить 65 кіловат, а фактичне виробництво – 25 кіловат (25 кіловат годин).
Рекомендується, щоб відстань між формувальною машиною та намотальною машиною становила 6 метрів
Відстань від вузла зовнішньої стінки до машини для формування становить 825 мм, а відстань від хоста внутрішньої стінки до машини для формування становить 785 мм.
Коли ми придумали одностінну гофровану трубу, ми просто вимкнули екструдер із внутрішньою стінкою.
Ви також можете додати пристрій подачі сталевого дроту для виготовлення гофрованої труби для електропроводки.У формі слід просвердлити отвір для залізного дроту.Діаметр залізного дроту не повинен перевищувати 1,0 мм.Використовувану водяну сорочку також слід змінити на порожнисту двошарову.


Екструдер нагрівають до 200-220 градусів протягом 1,5-2 годин в залежності від марки матеріалу.Чотири та п'ять областей головки машини є резервними областями.Після того, як температура досягне температури, після того, як головна форма та формувальна машина знайдуть баланс, рівень рами верстата. Щоб переконатися, що він точний, помістіть рівень на форму, щоб вирівняти його.Після вирівнювання обов’язково затягніть 12 гвинтів на лівій і правій сторонах форми.Якщо його не вирівняти, матеріал не вийде, а головка машини буде тертися об форму.На формувальній машині є регулювальні гвинти вгору, вниз, вліво та вправо.
Під час вирівнювання необхідно стежити за тим, щоб максимально точно виштовхнути трохи матеріалу після попереднього нагрівання, а потім знайти баланс.
Відрегулюйте прогин зовнішньої стінки, а потім за допомогою кола великих гвинтів прикріпіть нагрівальний ремінь на головці машини.Яка сторона зовнішньої стіни товща, яка щільніша, а яка вільніша;відрегулюйте прогин внутрішньої стінки, а потім на матриці є 4 маленькі гвинти, яка сторона. Яка сторона тонша?Внутрішня стіна і зовнішня стіна протилежні.

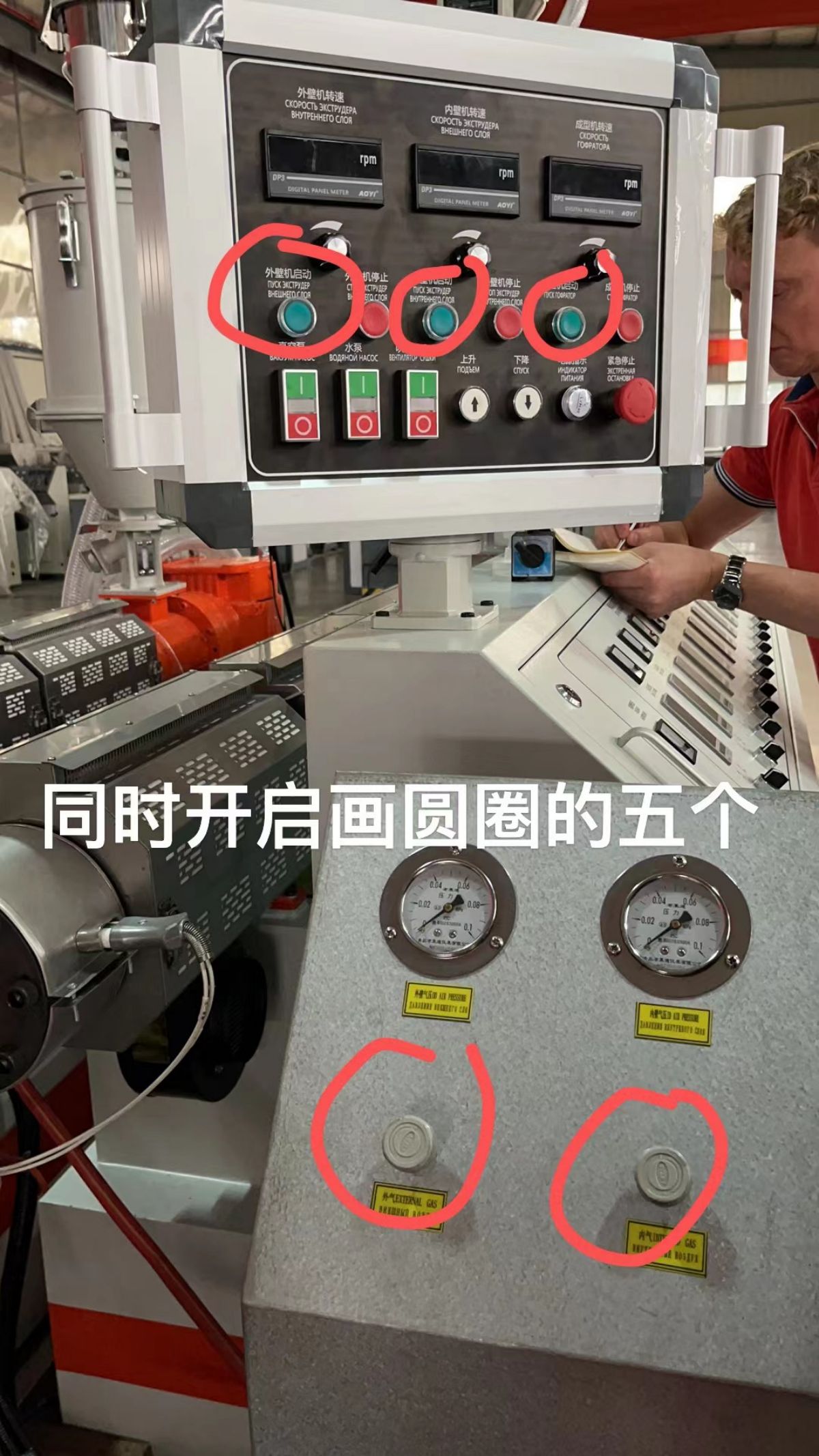
Запустіть три зелені кнопки (зовнішню стіну, внутрішню стіну та формувальну машину на консольній коробці).Швидкість машини для зовнішньої стінки починається з 272 - нормальна робота становить 290 обертів за хвилину, швидкість машини для внутрішньої стінки становить 265 - нормальна робота становить 214 обертів за хвилину, швидкість формувальної машини становить 614 обертів за хвилину, і швидкість формувальної машини прискорюється під час подальшого виробництва.704 об/хв, струм хоста показує 16 А, що робить товщину стінки тоншою.Внутрішня стінка не повинна бути занадто товстою при створенні нового повітроводу, інакше внутрішня стінка не матиме гарної кривизни.

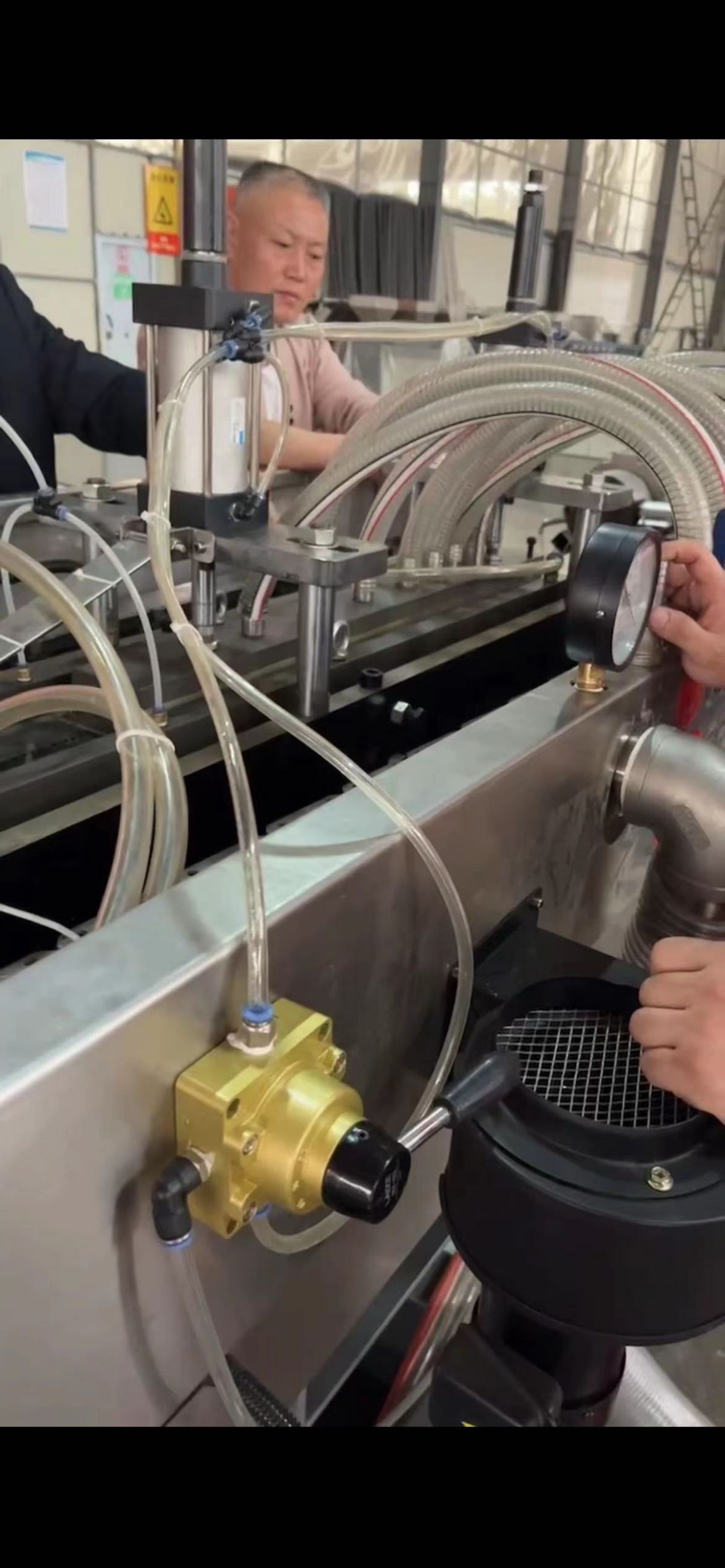
При одночасному вмиканні тиску повітря на внутрішній і зовнішній стінках внутрішній тиск рекомендується бути в межах 0,02-0,04, а зовнішній - аналогічним.Знайдіть точку балансу.Трубка повітряного насоса має бути товстішою, щоб забезпечити стабільний тиск повітря.Внутрішній і зовнішній манометри повинні бути стабільними і не допускати коливань., інакше це вплине на гребінь хвилі.Якщо зовнішня стінка тонка, вакуумну систему використовувати не потрібно.
Повітряний компресор потужністю 15 кВт може забезпечити 4 лінії.Рекомендується використовувати повітропровід діаметром 40 мм, 0,5-0,6 МПа.Тиск внутрішньої стінки більший, ніж тиск зовнішньої стінки, а внутрішнє повітря більше, ніж зовнішнє повітря, тому що на внутрішній стінці є кут R.Перевірте робочий струм при запуску.Інвертор увімкнено, і на дисплеї відображається струм, 50% 7042 і 50% 5502, внутрішня стінка становить 5 кг, зовнішня стінка - 12 кг, а зовнішня стінка в 2-3 рази більша за внутрішню стінку.
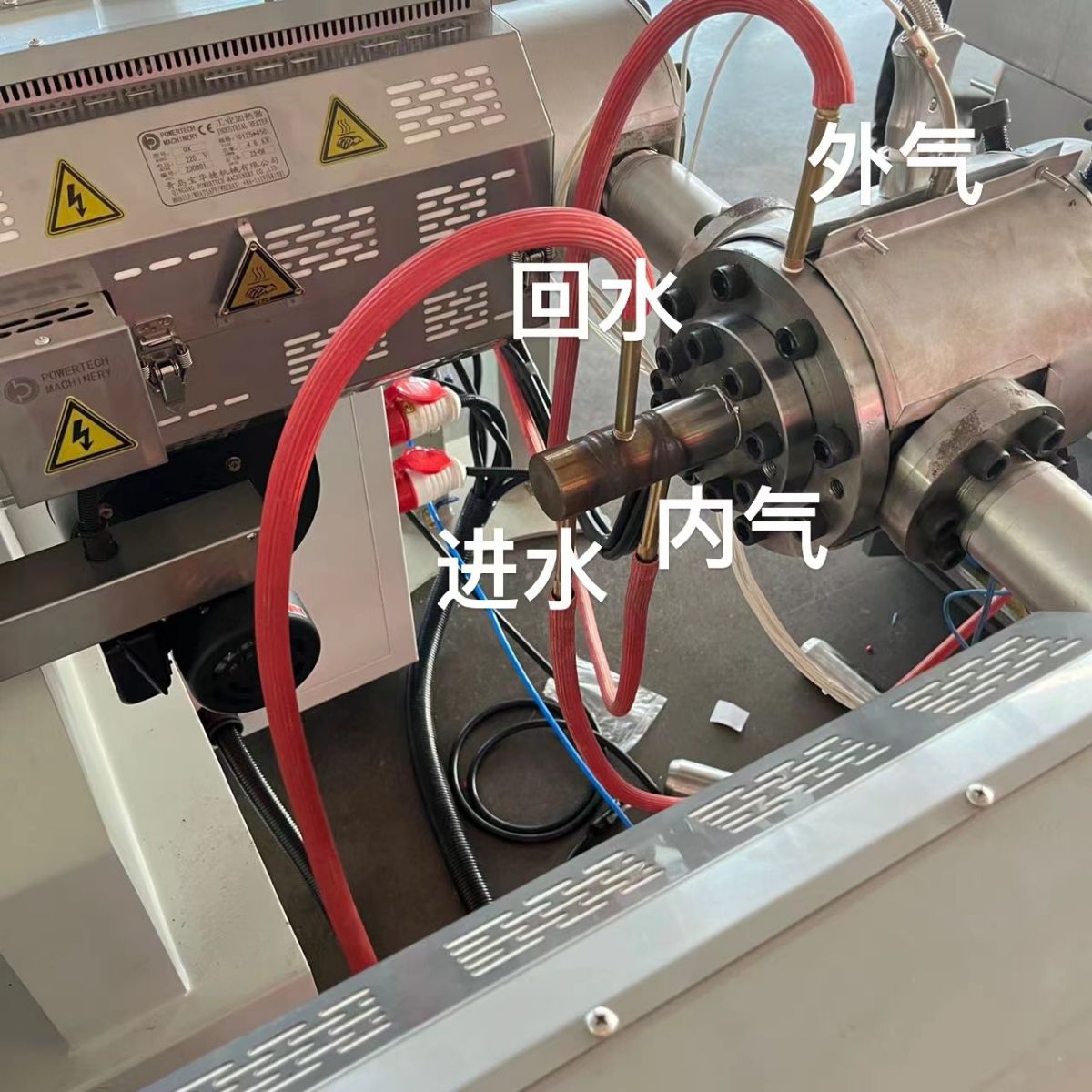
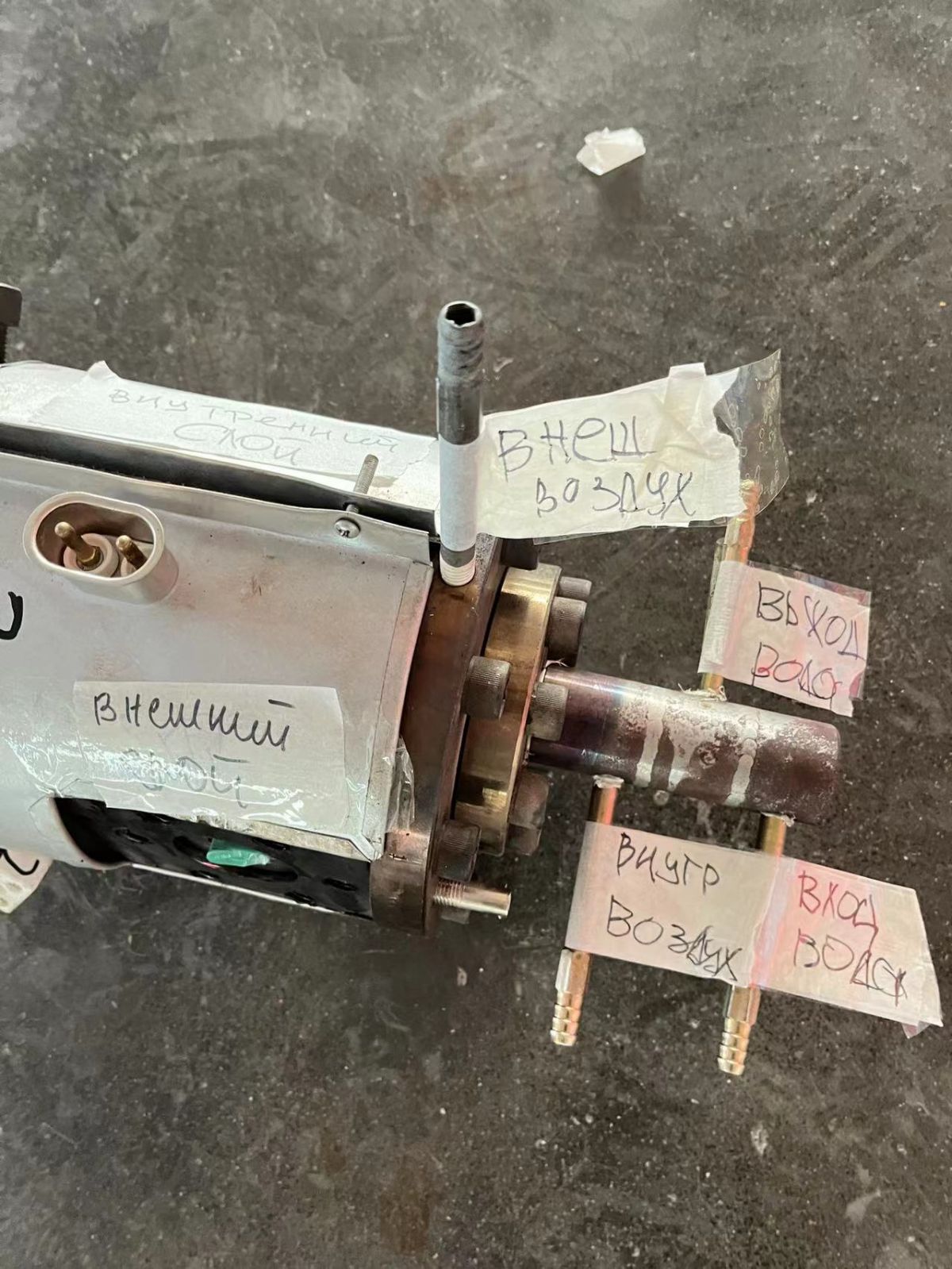
Зліва направо на стрижні формоутворювального ядра в отворі прес-форми знаходяться зовнішнє повітря, зовнішня стінка, внутрішнє повітря та внутрішня стінка.
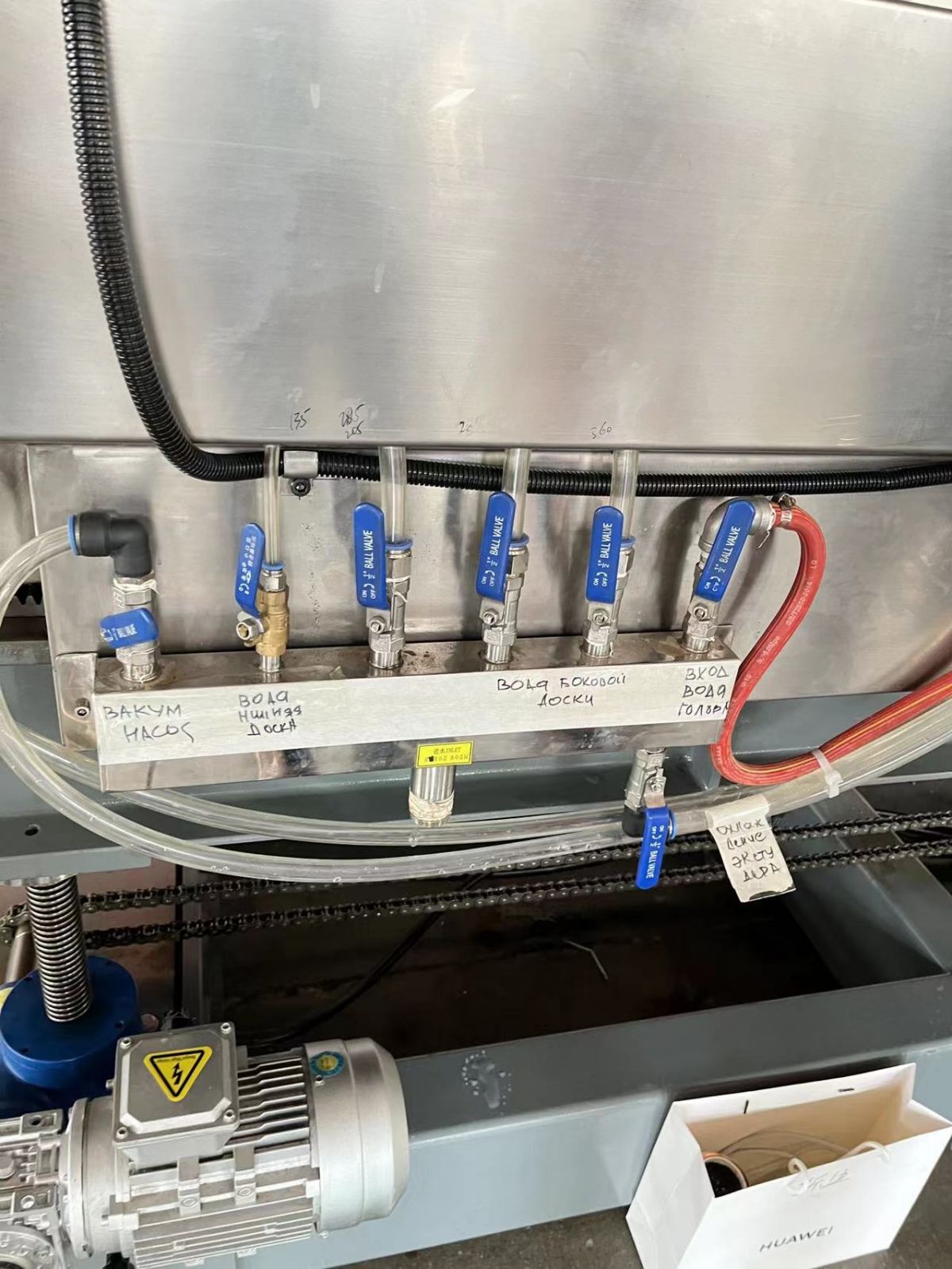
Відкрийте різні канали води формувальної машини
Датчик вакууму на формувальній машині становить близько 0,08.Відразу праворуч розташований запобіжний клапан вакуумметра.

Якщо зелене ущільнювальне кільце водяної сорочки зламано, вона потече.Часто перевіряйте та замінюйте його.
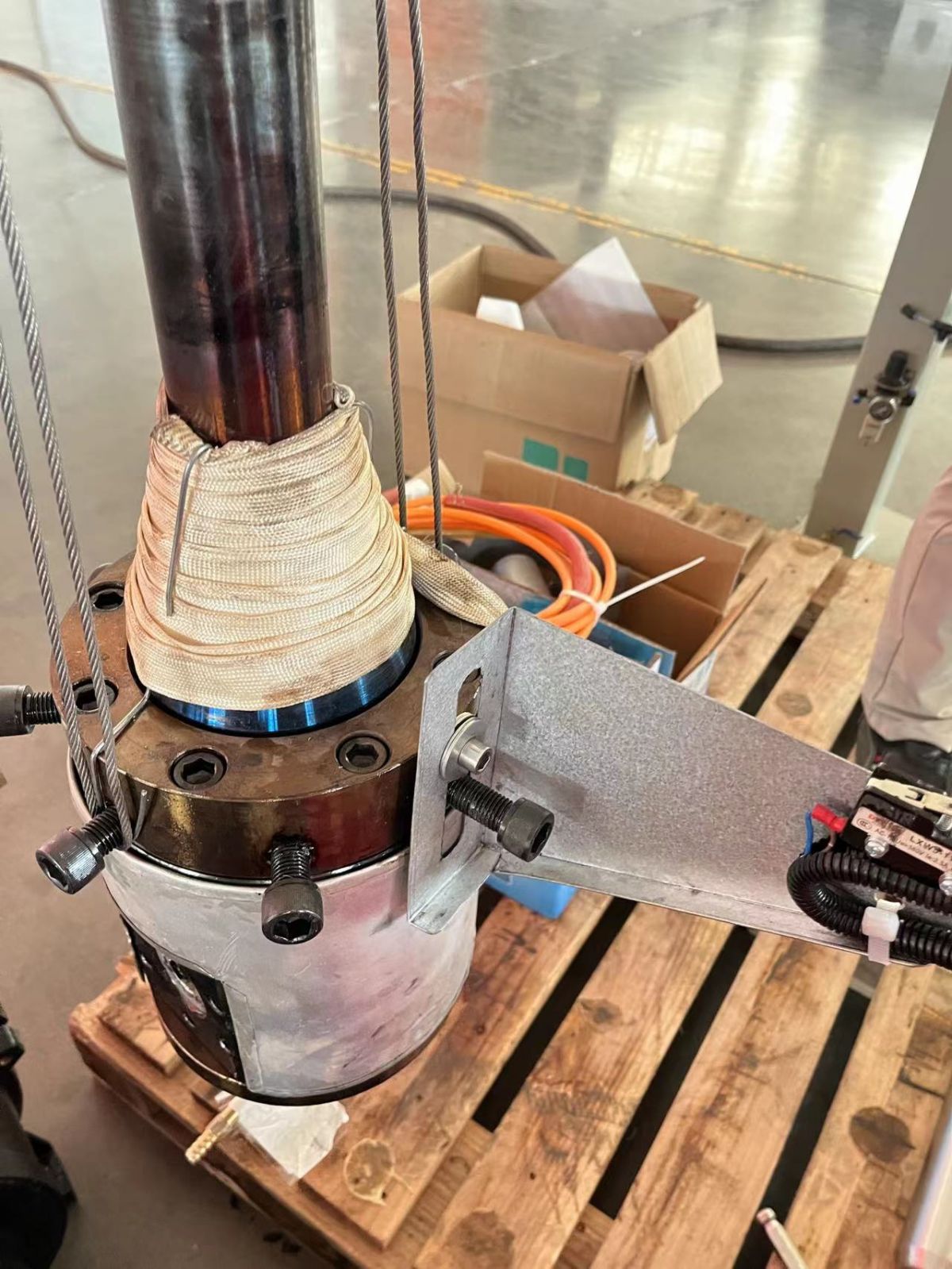
Після скручування водяної сорочки вчасно відкрийте клапан водяної сорочки на крайньому правому боці формувальної машини, відкривши вгору та вниз, щоб запобігти опіку ущільнювального кільця водяної сорочки теплом головки машини .
При установці водяної сорочки затягніть її і трохи поверніть назад.Мета полягає в тому, щоб дозволити водяній сорочці природним чином вирівнятися вгору, вниз, ліворуч і праворуч.Коли формувальна машина наближається до водяної сорочки, тримайте водяну сорочку вгору.
Матриця на зовнішній стінці повинна бути вирівняна з положенням пресувального циліндра на відстані 345 мм (як показано на малюнку)

При виготовленні ємності для води необхідно мати фільтр і використовувати чисту воду.Вода з накипом блокує водяну сорочку та водяний насос.


Етапи вимкнення:
Спочатку зупиніть основну машину, основні машини зовнішньої та внутрішньої стінок, зачекайте, поки матеріал вийде, потім зупиніть формувальну машину та негайно зніміть водяну сорочку.Водяна сорочка холодна, її можна повернути безпосередньо рукою, а потім закрити головну ручку електричної шафи (горизонтально горизонтально).Живлення вимкнено в лівому та правому напрямках, живлення ввімкнено вгорі та внизу).Перш ніж запускати машину наступного разу, обов’язково розігрійте оправку головки машини, інакше матеріал затвердіє всередині.Якщо його не нагріти, він легко лопне.
Вакуумний насос можна використовувати для чилера, але водяний насос не потрібен.Він просто зарезервований.
Рекомендується клієнтам виконати загальне заземлення та побудувати 6-метровий мідний дріт для підключення всіх машин і заземлення їх одночасно.Формувальна машина та машина для намотування мають напругу 380 В.Загальна встановлена потужність становить 65 кіловат, а фактичне виробництво – 25 кіловат (25 кіловат годин).
При зміні прес-форми кнопка підйому, натискна пластина 70 кг

Час публікації: 16 жовтня 2023 р